Введение: критическая роль абразивного отбора в производстве
В мире промышленного производства и обработки поверхности часто возникает фундаментальный вопрос: почему рынок предлагает многочисленные виды стальных выстрелов, когда один универсальный продукт может показаться более эффективным? Ответ заключается в сложном взаимодействии между материальной наукой, требованиями применения и экономическими факторами, которые определяют оптимальный абразивный отбор.
Глобальный абразивный рынок, оцененный в 2023 году примерно в 52 миллиарда долларов США, продолжает диверсифицироваться, поскольку производители признают, что ни один отдельный абразивный тип не может эффективно решать обширный спектр задач поверхностной подготовки. От автомобильных компонентов до аэрокосмических сооружений точный выбор стальных сортов выстрела стал наукой само по себе, непосредственно влияя на качество продукции, эффективность эксплуатации и производственные затраты.

ПониманиеСтальный выстрел: Больше, чем просто металлические частицы
Процесс производства и его влияние на разнообразие
Производство стальных выстрелов начинается с тщательно контролируемых металлургических процессов, которые определяют характеристики конечного продукта. Путешествие от сырья до готового абразива включает в себя:
Плавление и легирование: Различные стальные композиции создают различные уровни твердости и структурные свойства. High - углеродистая сталь (0,85% - 1,2% углерода) производит чрезвычайно жесткий снимок для агрессивной очистки, в то время как среднеуглеродистая сталь (0,7% -0,85% углерода) обеспечивает лучшую долговечность для повторного использования.
Методы атомизации: Метод преобразования расплавленной стали в сферические частицы значительно влияет на морфологию частиц. Центробежная атомизация создает однородные сферы, в то время как растоп вода производит слегка нерегулярные фигуры для конкретных профилей привязки.
Точность термической обработки: Процессы гашения и отпуска тщательно контролируются для достижения желаемой твердости и микроструктуры. Температура и продолжительность отпуска и продолжительность определяют, будет ли снимок хрупким или пластичным, непосредственно влияя на его характеристики разрушения и срок службы.
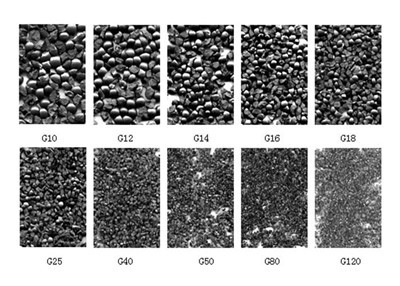
Классификация размера: Современная технология скрининга сортирует в распределении точных размеров. Стандарт SAE J444 определяет 16 различных классификаций размера, от G-10 (2,36-3,35 мм) до S-660 (15,7-18,7 мм), каждый из которых обслуживает конкретные приложения.
Ключевые характеристики производительности, которые требуют разнообразия
Вариации твердости: Стальной твердость выстрела обычно варьируется от HRC 40-65, с различными приложениями, требующими конкретных уровней твердости:
HRC 40-45: мягкий выстрел для деликатных поверхностей и минимального удаления подложки
HRC 45-55: выстрел общего назначения для очистки и снижения
HRC 55-65: жесткий выстрел для агрессивной резки и подготовки поверхности
Плотность и воздействие энергии: Плотность стального выстрела (приблизительно 7,4-7,8 г/см врем) в сочетании со скоростью определяет кинетическую энергию, передаваемую на заготовку. Различные приложения требуют точного управления энергией для достижения желаемых результатов без повреждения субстратов.
Прочность и показатели разбивки: Микроструктура и твердость определяют, как выстрел разбивается во время использования. Некоторые приложения требуют выстрела, который поддерживает его размер и форму, в то время как другие получают выгоду от контролируемого расщепления для поддержания эффективности резки.

Приложение - конкретные требования: почему один размер не подходит всем
Автомобильная промышленность: точность и последовательность
Автомобильный сектор демонстрирует, почему абразивный сорт необходим. Различные компоненты требуют специально разработанного стального выстрела:
Компоненты двигателя: Коленчатые валы и соединительные шатуны подвергаются выстрелу с высокой сферической, равномерной - выстрелом (обычно S230-S330), чтобы вызвать сжатые напряжения, которые улучшают устойчивость к усталости. Точный контроль размера обеспечивает последовательное покрытие и интенсивность.
Части передачи: Передачи и валы требуют выстрела, который может получить доступ к сложной геометрии, не вызывая изменений в размере. Меньшие размеры выстрелов (S110-S170) с высокой твердостью (HRC 50-55) обеспечивают необходимую точность.
Теловые панели: Большие площади поверхности требуют выстрела, который обеспечивает равномерную очистку без чрезмерного удаления металла. Более мягкий выстрел (HRC 40-45) в средних размерах (S390-S550) предотвращает искажение панели при удалении покрытий и загрязняющих веществ.
Аэрокосмическая и защита: крайние требования к производительности
Аэрокосмическая промышленность представляет некоторые из наиболее требовательных применений для стального выстрела:
Турбинные компоненты: Клетки реактивных двигателей подвергаются выстрелу с исключительно равномерным, закаленным стальным выстрелом, чтобы создать точно контролируемые слои напряжения сжатия. Даже незначительные изменения в размере выстрела или твердости могут поставить под угрозу надежность компонентов.
Структурные компоненты: Рамки самолетов и шасси требуют выстрела, который может создавать определенные узоры привязки для адгезии покрытия при сохранении целостности материала. Выстрел должен быть свободен от загрязняющих веществ, которые могут вызвать растрескивание коррозии.
Техническое обслуживание и ремонт: Объекты капитального ремонта используют разные типы выстрелов для различных операций по техническому обслуживанию, от удаления краски на алюминиевых шкурах до контроля коррозии на стальных компонентах. Каждое приложение требует специально сформулированных абразивов.
Тяжелая промышленность и инфраструктура: долговечность и эффективность
Большие - Приложения шкалы демонстрируют, как выбор выстрела влияет на эксплуатационную экономику:
Судостроение и ремонт: Массивные стальные конструкции требуют агрессивных возможностей очистки. Большой жесткий выстрел (G40-G50) обеспечивает быстрые скорости очистки на толстых стальных пластинах, в то время как более мелкие размеры обращаются к подробным участкам.
Изготовление моста: Выветривающие стальные компоненты нуждаются в подготовке поверхности, которая создает оптимальные профили для систем защитного покрытия. Размер и твердость выстрела должен соответствовать толщине стали и характеристик покрытия.
Отливки и расход: Различные металлы и поверхностные условия требуют абразивных подходов. Проводимые железные отливки требуют отличных характеристик выстрела, чем стальные покидки или алюминиевые отливки.

Технические ограничения универсального абразива
Проблемы совместимости материала
Попытка использовать один тип стального выстрела во всех приложениях создаст многочисленные проблемы:
Риск повреждения субстрата: Твердый выстрел, используемый на мягких материалах (алюминий, латунь или тонкую сталь), вызовет чрезмерное удаление металла, размерные изменения и возможное искажение компонентов.
Недостаточная чистящая мощность: Мягкий выстрел, используемый на сильно масштабированных или загрязненных поверхностях, потребует расширенного времени обработки, увеличения затрат и снижения пропускной способности.
Проблемы профиля поверхности: Различные системы покрытия требуют определенных моделей привязки. Универсальный снимок обеспечит либо недостаточный профиль для толстых покрытий, либо чрезмерный профиль для тонких покрытий.
Экономические соображения
Финансовые последствия использования неподходящего выстрела являются существенными:
Показатели потребления: Shot, который слишком быстро разрушается для конкретного приложения, увеличивает затраты на потребление и простой для обслуживания системы.
Энергоэффективность: Неэффективная очистка требует более длительного времени обработки, повышение энергопотребления и снижение эффективности общего оборудования.
Качественные затраты: Неправильная подготовка поверхности приводит к неудачам покрытия, переделке и потенциальным отзывам продукта, намного перевешивая любые сбережения от абразивной стандартизации.
Технические ограничения производительности
Контроль интенсивности пинени: Shot Peening Applications требует точного контроля над интенсивностью Almen, которая напрямую зависит от размера выстрела, твердости и скорости. Универсальный выстрел не мог обеспечить необходимое управление процессом.
Оптимизация покрытия поверхности: Различные размеры выстрела и типы обеспечивают различные показатели покрытия. Оптимальный экономический баланс между временем обработки и потреблением выстрела варьируется в зависимости от применения.
Пыль генерация: Композиция и твердость выстрела влияют на скорость генерации пыли. Определенные приложения, особенно в продовольственной или чистой средах производства, требуют низких составов пыли.
ЭволюцияСтальный выстрелРазнообразии: реагирование на потребности отрасли
Историческое развитие
Диверсификация стальных типов выстрелов представляет собой ответ на развивающиеся промышленные требования:
Ранняя промышленная эра: Простой чугунный выстрел обслуживал основные потребности в уборке, но предлагал плохую долговечность и непоследовательную производительность.
Середина 20-го века: Разработка через - закаленная листовая сталь выстрел улучшает долговечность и последовательность, что позволяет более требовательным приложениям.
Конец 20 -го века: Специальные сплавы и улучшенные процессы термической обработки создали съемки с конкретными характеристиками производительности для определенных отраслей.
Инновации 21 -го века: Наноструктурированные покрытия, композитные частицы и управляемые цифровыми производственными процессами дополнительно расширили доступные варианты.
Современные системы классификации
Текущие стальные сорта выстрела классифицируются через несколько стандартизированных систем:
SAE J444 Классификация: Определяет требования к размеру, твердости и химическому составу для литой стали.
ISO 11124-3 Стандарт: Предоставляет международные спецификации для выстрела с высоким содержанием углеродной стали.
Производитель - Специфические оценки: Ведущие производители разработали запатентованные составы для специализированных приложений, часто защищенных патентами и коммерческими секретами.
Будущее технологии Steel Shot: увеличение специализации
Новые тенденции
Приложение - конкретные формулировки: Производители разрабатывают выстрел, оптимизированные для конкретных материалов или процессов, таких как выстрел, специально предназначенный для подготовки из нержавеющей стали или обработки поверхности алюминия.
Умные абразивы: Исследование абразивов со встроенными датчиками или трассерами может обеспечить реальное мониторинг и контроль времени-.
Экологические соображения: Разработка более длинного - длительного выстрела и улучшенных систем переработки решает проблемы устойчивости при одновременном снижении эксплуатационных расходов.
Цифровая интеграция: AI - Системы абразивного выбора, помогающие производителям выбирать оптимальный снимок для их конкретных применений на основе материала, оборудования и желаемых результатов.
Невозможность стандартизации
Несмотря на достижения в области технологий производства, эта тенденция заключается в большей специализации, а не к консолидации. Фундаментальные физические принципы, которые регулируют абразивную производительность - перенос кинетической энергии, механика резки и поверхностное взаимодействие -, обеспечивают, чтобы различные приложения будут продолжать требовать различных абразивных характеристик.
Заключение: принятие разнообразия для оптимальных результатов
Разнообразие стальных типов выстрелов, доступных сегодня, представляет собой не фрагментацию рынка, а технологическая изощренность. Каждый класс, размер и состава служат определенной цели в сложной экосистеме промышленной подготовки поверхности.
Производители, которые понимают и принимают это разнообразие, получают значительные конкурентные преимущества:
Улучшение качества: Сопоставление снимка с применением дает превосходную подготовку поверхности, что приводит к лучшей адгезии покрытия, повышению производительности усталости и повышению надежности продукции.
Снижение затрат: Оптимальный выбор выстрела снижает скорость потребления, снижает потребление энергии, сводит к минимуму переработку и повышает общую эффективность оборудования.
Оптимизация процесса: Правильный снимок для приложения увеличивает пропускную способность, сокращает время обработки и дает более последовательные результаты.
Инновации: Специализированные абразивы способствуют разработке новых производственных процессов и материалов, ведут технологические прогрессы в разных отраслях.
Вместо того, чтобы искать несуществующее универсальное решение, успешные производители инвестируют в понимание своих конкретных абразивных требований и развития стратегических отношений с техническими партнерами, которые могут предоставить индивидуальные решения. Будущее подготовки поверхности заключается не в упрощении, а в более умном, более точном абразивном отборе, основанном на комплексном техническом понимании и практическом опыте.
В развивающемся ландшафте промышленного производства вопрос не в том, почему так много видов стальных выстрелов? » Но скорее «как мы можем лучше соответствовать правильному снимку с каждому конкретному приложению для достижения оптимальных результатов?» Ответ на этот вопрос будет продолжать стимулировать инновации и улучшение технологии подготовки поверхности на долгие годы.