Резюме: Ключевая позицияСтальная крошкав современной промышленности
Стальная крошка, являющаяся важным абразивом в области промышленной обработки поверхностей, на протяжении последних нескольких десятилетий сохраняет незаменимую позицию. Согласно отчету об анализе мирового рынка абразивов за 2024 год, стальная крошка занимает 35% доли на мировом рынке обработки поверхности металлов, а годовое потребление превышает 4,5 миллиона тонн. Этот угловой абразив из высоко-углеродистой стали играет решающую роль в тяжелой промышленности, такой как литейное производство, судостроение и стальные конструкции, благодаря своим уникальным эксплуатационным характеристикам.
Рыночные данные показывают, что, несмотря на постоянное появление новых абразивов, основная позиция стального песка в тяжелой промышленности остается прочной. Мировой рынок стальной крошки достиг 4,2 миллиарда долларов в 2023 году и, как ожидается, будет стабильно расти в среднем на 4,5% в год до 2028 года. Этот устойчивый рыночный спрос полностью демонстрирует уникальную ценность стальной крошки в конкретных промышленных применениях.

Процесс производства и технические характеристики стальной крошки
Схема производственного процесса
Производство стальной крошки представляет собой точно контролируемый металлургический процесс:
Состав сырья
Содержание высоко-углеродистой стали: 0,8–1,2 %.
Элемент марганца: 0,6%-1,2%
Кремниевый элемент: 0,4%-0,8%
Контроль примесей: содержание серы и фосфора ниже 0,05%.
Процесс термообработки
Температура закалки: 850-900 градусов
Температура закалки: 180-250 градусов
Контроль твердости: HRC 40-65
Металлографическая структура: Отпущенный мартенсит.
Анализ физических характеристик
Таблица основных физических характеристик
| Параметр производительности | Диапазон значений | Стандарт тестирования |
|---|---|---|
| Твердость | ПЦ 40-65 | АСТМ Е18 |
| Плотность | 7,4-7,8 г/см³ | ИСО 3369 |
| Прочность на сжатие | 1500-2200 МПа | ИСО 18571 |
| Индекс прочности | 12-18 Дж/см² | АСТМ Е23 |
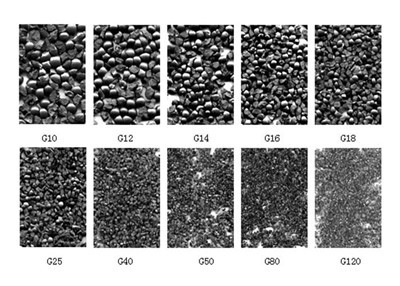
| Диапазон размеров частиц | G10-G120 | САЭ Дж444 |
Анализ существенных преимуществСтальная крошка
Отличная эффективность резки
Данные об эффективности обработки поверхности
Эффективность удаления ржавчины: степень чистоты Sa 2,5, скорость обработки 25-35 м²/ч.
Адгезия покрытия: Шероховатость поверхности до 50-100 мкм.
Скорость съема материала: в 3-5 раз выше, чем у натуральных абразивов.
Стабильность обработки: однородность профиля поверхности до 95 %.
Значительные экономические выгоды
Таблица сравнительного анализа эксплуатационных затрат
| Статья затрат | Стальная крошка | Гранат | Скорлупа грецкого ореха | Шлак |
|---|---|---|---|---|
| Первоначальная стоимость (долл. США/тонна) | 900-1200 | 770-1050 | 1120-1680 | 420-700 |
| Уровень потребления (%) | 10-18 | 100 | 100 | 100 |
| Время цикла | 2000-3500 | 1 | 1 | 1 |
| Стоимость за квадратный метр | 1.1-1.7 | 2.1-3.1 | 3.5-4.9 | 1.7-2.5 |
Срок службы и долговечность
Данные испытаний на долговечность
Срок службы в нормальном рабочем состоянии: 2000-3500 циклов.
Степень сохранения твердости: сохраняет 85% исходной твердости после 1000 использований.
Стабильность размера частиц: степень разрушения ниже 15%.
Образование пыли: на 40-60 % ниже, чем у неметаллических абразивов.

Анализ ограничений стального зерна
Проблемы окружающей среды и безопасности
Оценка воздействия на окружающую среду
Пылевое загрязнение: выбросы PM2,5 120-180 мг/м³.
Шумовое загрязнение: Рабочий шум 85-95 дБ.
Риск тяжелых металлов: потенциальное загрязнение ионами железа.
Обращение с отходами: Требуется профессиональная переработка.
Технические ограничения
Таблица анализа ограничений приложений
| Ограничивающий фактор | Конкретная производительность | Уровень воздействия |
|---|---|---|
| Загрязнение субстрата | Встраивание железного элемента | Высокий |
| Износ оборудования | Срок службы сопла 200-300 часов. | Средний-Высокий |
| Шероховатость поверхности | Ограничено определенным диапазоном | Середина |
| Термическая чувствительность | Не подходит для условий с высокими-температурами. | Средний-Низкий |
Конкретные проблемы совместимости материалов
Неподходящие типы материалов
Нержавеющая сталь: может вызвать загрязнение железом.
Алюминиевые материалы: риск чрезмерного разрезания.
Композитные материалы: Может привести к повреждению подложки.
Прецизионные детали: сложно контролировать качество поверхности.
Углубленный-анализ сценариев применения
Идеальные области применения
Обработка поверхности для тяжелой промышленности
Антикоррозионная-обработка стальной конструкции
Удаление ржавчины с корпуса и предварительная обработка
Очистка литья
Крупный ремонт оборудования
Таблица данных производительности
| Сценарий применения | Рекомендуемый размер частиц | Давление воздуха (бар) | Производительность обработки (м²/ч) | Качество поверхности |
|---|---|---|---|---|
| Обработка тяжелой ржавчины | G16-G40 | 6-8 | 15-25 | Сб 3.0 |
| Удаление покрытия | G50-G80 | 5-7 | 20-30 | Сб 2,5 |
| Текстурирование поверхности | G40-G60 | 4-6 | 25-35 | Шероховатость 50-85 мкм |
| Точная очистка | G80-G120 | 3-5 | 10-20 | Контролируемая шероховатость |
Сценарии применения, которых следует избегать
Нерекомендуемые ситуации использования
Обработка пищевого оборудования
Производство медицинского оборудования
Очистка электронных компонентов
Прецизионные компоненты для аэрокосмической отрасли

Комплексный технический-экономический анализ
Анализ доходности инвестиций
Подробный расчет затрат-выгод
Инвестиции в оборудование: Автоматическая система переработки: 21 000–63 000 долларов США.
Эксплуатационные затраты: Потребляемая мощность 8-12 кВт/ч.
Затраты на рабочую силу: экономия 60% по сравнению с ручной обработкой.
Срок окупаемости инвестиций: Обычно 12-18 месяцев.
Стоимость жизненного цикла
Таблица структуры затрат полного цикла
| Тип стоимости | Доля (%) | Факторы влияния | Потенциал оптимизации |
|---|---|---|---|
| Расход абразива | 45-55 | Эффективность переработки | Высокий |
| Энергопотребление | 20-25 | Эффективность оборудования | Середина |
| Обслуживание оборудования | 15-20 | Интенсивность использования | Средний-Высокий |
| Затраты на рабочую силу | 10-15 | Уровень автоматизации | Высокий |
| Очистка окружающей среды | 5-8 | Местные правила | Низкий |
Технологические инновации и тенденции развития
Технологии повышения производительности
Технология модификации поверхности
Обработка нано-покрытием: повышает износостойкость на 15–20 %.
Улучшение сплава: повышает показатели прочности.
Точный контроль размера частиц: улучшает однородность обработки.
Оптимизированный дизайн формы: повышает плавность
Прогресс экологических технологий
Инновации в экологическом производстве
Технология контроля пыли: сокращение выбросов на 40-50%
Меры защиты от шума: Снижает 10-15 дБ.
Система циркуляции воды: экономия воды 60-70%.
Использование отходов: степень переработки 85%.
Примеры применения в промышленности
Успешные примеры применения
Кейс крупного судостроительного предприятия
Предыстория применения: Ежегодная площадь обработки корпуса составляет 1,2 миллиона квадратных метров.
Техническое решение: автоматическая система переработки стальной крошки G40.
Результаты внедрения:
Эффективность обработки повышена на 35 %
Затраты снижены на 42 %
Уровень соответствия качества поверхности достиг 98%
Воздействие на окружающую среду значительно улучшилось
Анализ урока неудач
Пример предприятия по производству точного машиностроения
Описание проблемы: Загрязнение железом поверхностей компонентов из нержавеющей стали.
Оценка потерь:
Процент бракованных товаров увеличился на 12 %
Жалобы клиентов выросли на 25%
Дополнительные расходы на лечение увеличились на 252 000 долларов США в год.
Решение: перейдите на не-неметаллические абразивы.
Руководство по выбору
Структура оценки применимости
Таблица матрицы решений
| Оценочный параметр | Масса | Оценка стальной шероховатости | Примечания |
|---|---|---|---|
| Эффективность обработки | 25% | 95 | Отличный |
| Экономическая эффективность | 20% | 90 | Выдающийся |
| Стабильность качества | 20% | 85 | Хороший |
| Экологическая совместимость | 15% | 65 | Средний |
| Требования к оборудованию | 10% | 70 | Середина |
| Показатели безопасности | 10% | 75 | Выше среднего |
Меры по предотвращению и контролю рисков
Основные риски и меры противодействия
Риск загрязнения: установите устройство магнитной сепарации.
Износ оборудования. Регулярно заменяйте износостойкие-компоненты.
Контроль пыли: оснащен эффективной системой удаления пыли.
Контроль качества: внедрение онлайн-мониторинга
Перспективы на будущее и рекомендации по развитию
Тенденции развития технологий
Интеллектуальное направление развития
Системы мониторинга Интернета вещей
ИИ-контроль оптимизации
Автоматическое определение качества
Технология прогнозного обслуживания
Прогноз развития рынка
Анализ регионального рынка
Азиатско-Тихоокеанский регион: среднегодовой темп роста 5,8 %.
Рынок Северной Америки: стабильный рост 3,2%
Европейский рынок: большее влияние оказывают экологические нормы
Развивающиеся рынки: быстрый рост спроса
Заключение: рациональный взгляд на преимущества и недостатки стальной крошки
Как важный компонент промышленных абразивов, стальная крошка имеет как очевидные преимущества, так и ограничения. В области обработки поверхностей в тяжелой промышленности стальная крошка остается незаменимым выбором благодаря своей превосходной режущей эффективности, значительным экономическим преимуществам и надежному сроку службы. Однако его ограничения нельзя игнорировать в специальных областях, таких как точное производство и пищевая медицина.
Для пользователей главное — сделать рациональный выбор, основанный на конкретных потребностях. Только полностью используя преимущества стальной крошки в применимых сценариях и оперативно выбирая альтернативы в неподходящих ситуациях, можно достичь наилучших технических и экономических выгод.
В будущем, с технологическим прогрессом и повышением экологических требований, изделия из стальной крошки будут развиваться в более эффективных, экологически чистых и интеллектуальных направлениях. Только предприятия, которые постоянно внедряют инновации, могут сохранить свое конкурентное преимущество на этом сложном и оппортунистическом рынке.
Приложение технических данных
Подробная таблица параметров производительности стального зерна
| Характеристика Показатель | G16-G40 | G50-G80 | G90-G120 | Метод испытания |
|---|---|---|---|---|
| Твердость (HRC) | 45-55 | 50-60 | 55-65 | АСТМ Е18 |
| Плотность (г/см³) | 7.6-7.8 | 7.5-7.7 | 7.4-7.6 | ИСО 3369 |
| Уровень поломки (%) | <12 | <15 | <18 | САЭ Дж445 |
| Время цикла | 3000-3500 | 2500-3000 | 2000-2500 | Фактический тест |
| Образование пыли | Середина | Средний-Высокий | Высокий | ИСО 8504 |
Справочные данные экономического анализа
Срок окупаемости инвестиций: 12-18 месяцев.
Экономия эксплуатационных расходов: 25-40%
Снижение затрат на качество: 30-50%
Затраты на соблюдение экологических требований: увеличение на 15–25 %.